Cómo seleccionar la herramienta adecuada para la plegadora en función de la fuerza de plegado.
Nov 28, 2025
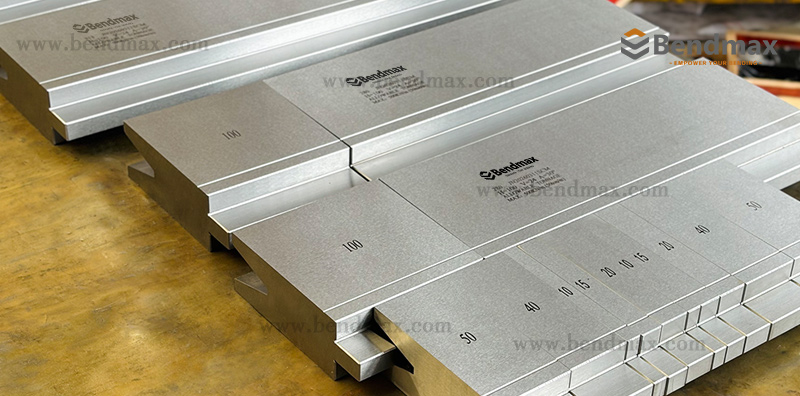
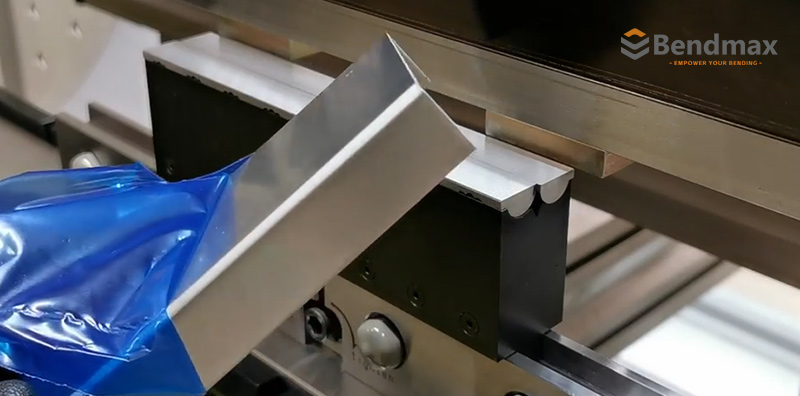
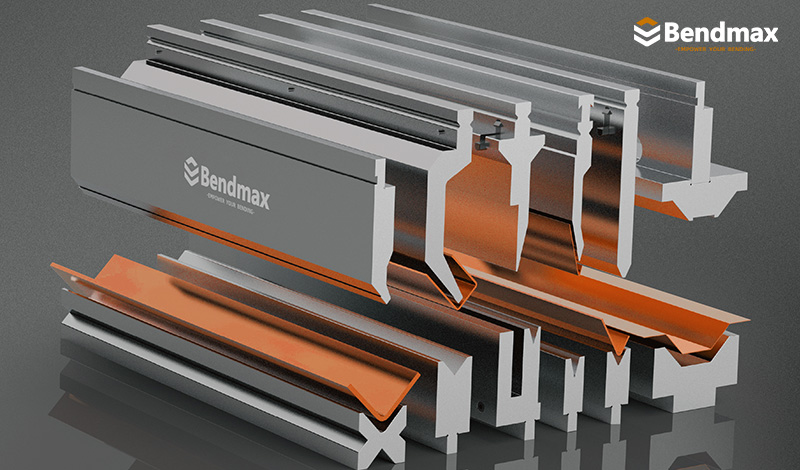
Cómo seleccionar la herramienta adecuada para la plegadora en función de la fuerza de plegado. Cuando se dispone de una plegadora y se está listo para doblar chapa metálica, la selección de las herramientas se vuelve crucial. La fuerza de plegado requerida determina directamente qué herramientas se deben usar y cuánto durarán. De hecho, elegir las herramientas adecuadas para la plegadora es casi un arte que requiere un equilibrio entre el material, el espesor, el ángulo de plegado y la eficiencia de la producción. Relación entre la fuerza de flexión y la selección de herramientasLos distintos materiales y espesores requieren fuerzas de plegado variables. Si la fuerza es insuficiente, la pieza podría no conformarse por completo; si es excesiva, podría acelerar el desgaste de la herramienta o incluso dañarla. Por lo tanto, la selección de la herramienta debe ajustarse tanto al tonelaje de la plegadora como a los requisitos de la pieza. 1. Doblado de bajo tonelaje: Adecuado para chapas delgadas y conformado de precisión.(Herramientas para prensas plegadoras de tubos Bendmax)En aplicaciones de baja fuerza (como láminas delgadas, componentes de cocina de acero inoxidable o placas de aluminio), una Herramienta de troquelado en V estrecho Se recomienda combinarlo con un golpe recto.Aplicaciones:Cubiertas para electrodomésticos, paneles decorativos, pequeños componentes de ferretería, etc.Aplicaciones:Cubiertas para electrodomésticos, paneles decorativos, pequeños componentes de ferretería, etc. Por ejemplo:Fuerza de flexión 100T y 125TMatriz doble en V estándar Esta matriz consta de dos ranuras en forma de V dispuestas en ángulo, generalmente de 90 grados. Se utiliza comúnmente para aplicaciones de doblado al aire, permitiendo una variedad de ángulos de doblado mediante el ajuste de la profundidad de penetración del punzón en la matriz.Versatilidad: Permite una amplia gama de ángulos de curvatura ajustando la profundidad del punzón.Facilidad de uso: Fácil de configurar y ajustar para diferentes requisitos de flexión. Esta matriz cuenta con cuatro ranuras en forma de V dispuestas concéntricamente, cada una a una profundidad diferente. Es adecuada para crear múltiples ángulos y formas de doblado, ofreciendo versatilidad en las operaciones de doblado.Múltiples opciones de doblado: Ofrece cuatro ranuras en V diferentes con profundidades variables, lo que permite una variedad de ángulos y formas de doblado.Precisión: Proporciona dobleces precisos con resultados uniformes.Eficiencia: Reduce la necesidad de cambios frecuentes de herramientas, lo que aumenta la eficiencia general en las operaciones de doblado. Chip multi-V estándar Esta matriz tiene una superficie plana y se utiliza para doblar en línea recta, produciendo dobleces de 90 grados en la chapa metálica. Es ideal para crear dobleces nítidos y precisos, especialmente en materiales delgados.Curvas pronunciadas: Ideales para crear curvas nítidas de 90 grados en chapa metálica.Durabilidad: Generalmente fabricados en acero endurecido, lo que garantiza un rendimiento de larga duración.Compatibilidad: Adecuado para una amplia gama de espesores y materiales de chapa metálica. 2. Doblado de tonelaje medio: Cubre la mayoría de los procesos de chapa metálica.Cuando la fuerza de plegado se encuentra en el rango medio (plegadoras típicas de 100T a 200T), abarca el ámbito de aplicación más amplio. Se pueden utilizar matrices multi-V o matrices de doble V con punzones estándar.Ventajas: Un solo troquel puede procesar láminas de diferentes espesores, lo que mejora la flexibilidad de producción y prolonga la vida útil de las herramientas.Aplicaciones:Piezas de chapa metálica para maquinaria, cubiertas para equipos de ingeniería, componentes para vehículos, etc.Por ejemplo:Fuerza de flexión 175T y 210TChip multi-V estándar La matriz multi-V estándar para prensas plegadoras es un accesorio que permite doblar chapas o placas metálicas en diversos ángulos y formas. Consta de múltiples ranuras en forma de V de diferentes anchos y profundidades, dispuestas concéntricamente en la matriz.Este diseño permite que la matriz se adapte a una amplia gama de requisitos de doblado, ofreciendo versatilidad y flexibilidad en la fabricación de metales.Versatilidad: Permite una amplia gama de ángulos de curvatura ajustando la profundidad del punzón.Facilidad de uso: Fácil de configurar y ajustar para diferentes requisitos de flexión. Matriz doble en V estándar Esta matriz consta de dos ranuras en forma de V dispuestas en ángulo, normalmente de 90 grados. Se utiliza comúnmente para aplicaciones de doblado al aire, lo que permite obtener una variedad de ángulos de doblado ajustando la profundidad a la que el punzón penetra en la matriz.Versatilidad: Permite una amplia gama de ángulos de curvatura ajustando la profundidad del punzón.Facilidad de uso: Fácil de configurar y ajustar para diferentes requisitos de flexión. Matriz en V estándar de cuatro núcleos Esta matriz cuenta con cuatro ranuras en forma de V dispuestas concéntricamente, cada una a una profundidad diferente. Es adecuada para crear múltiples ángulos y formas de doblado, ofreciendo versatilidad en las operaciones de doblado.Múltiples opciones de doblado: Ofrece cuatro ranuras en V diferentes con profundidades variables, lo que permite una variedad de ángulos y formas de doblado.Precisión: Proporciona dobleces precisos con resultados uniformes.Eficiencia: Reduce la necesidad de cambios frecuentes de herramientas, lo que aumenta la eficiencia general en las operaciones de doblado. 3.Doblado de gran tonelaje: para chapas gruesas y componentes estructurales.Para el doblado de grandes cargas (superiores a 200 T), se requieren herramientas más resistentes y estables. Normalmente se utilizan matrices en V más anchas o matrices reforzadas a medida, junto con punzones de cuello de cisne o herramientas de conformado especiales.Ventajas:Soporta altas presiones de tonelaje, evita daños prematuros en las herramientas y garantiza una conformación uniforme de las piezas.Aplicaciones:Estructuras de acero para puentes, componentes de maquinaria pesada, piezas grandes en forma de caja, etc.Por ejemplo:Fuerza de flexión 300TChip multi-V estándar Esta matriz consta de múltiples ranuras en forma de V dispuestas en ángulo, generalmente de 90 grados. Se utiliza comúnmente para aplicaciones de doblado al aire, permitiendo una variedad de ángulos de doblado mediante el ajuste de la profundidad de penetración del punzón en la matriz.Versatilidad: Permite una amplia gama de ángulos de curvatura ajustando la profundidad del punzón.Facilidad de uso: Fácil de configurar y ajustar para diferentes requisitos de flexión. Matriz doble en V estándar Esta matriz consta de dos ranuras en forma de V dispuestas en ángulo, normalmente de 90 grados. Se utiliza comúnmente para aplicaciones de doblado al aire, lo que permite obtener una variedad de ángulos de doblado ajustando la profundidad a la que el punzón penetra en la matriz.Versatilidad: Permite una amplia gama de ángulos de curvatura ajustando la profundidad del punzón.Facilidad de uso: Fácil de configurar y ajustar para diferentes requisitos de flexión. Matriz en V estándar de cuatro núcleos Esta matriz cuenta con cuatro ranuras en forma de V dispuestas concéntricamente, cada una a una profundidad diferente. Es adecuada para crear múltiples ángulos y formas de doblado, ofreciendo versatilidad en las operaciones de doblado.Múltiples opciones de doblado: Ofrece cuatro ranuras en V diferentes a distintas profundidades, lo que permite una variedad de ángulos de doblado.y formas.Precisión: Proporciona dobleces precisos con resultados uniformes.Eficiencia: Reduce la necesidad de cambios frecuentes de herramientas, lo que aumenta la eficiencia general en las operaciones de doblado. Por supuesto, al elegir una matriz para una máquina dobladora, la fuerza de doblado es solo uno de los factores de referencia. Es más importante considerar de forma integral el espesor de la chapa, el material, el radio de doblado, los requisitos del proceso y el rendimiento del equipo. En BENDMAXNo solo proporcionamos matrices estándar de alta precisión y alta durabilidad, sino que también podemos personalizar soluciones no estándar según las necesidades del cliente, ayudándole a lograr precisión, estabilidad y eficiencia en cada proceso.












 Phone: (0086)-15002165198
Phone: (0086)-15002165198 Email: jason@bendmax.com
Email: jason@bendmax.com Wechat: política de privacidad
Wechat: política de privacidad
 IPv6 network supported
IPv6 network supported


 Español
Español 








